Conveyor screw systems are an efficient and versatile solution for transporting a wide range of bulk materials across various industries. From agriculture to food processing, waste management to chemical handling, these conveyors are designed to meet specific needs and ensure seamless material transfer. Let’s embark on this journey to uncover the intricacies of conveyor screw systems and their applications in enhancing productivity.
Key takeaways
- Screw conveyors are versatile tools used to optimise operations in various industries.
- Careful consideration of design and power requirements is essential for efficient operation, with custom solutions available for difficult materials.
- Auger transfer conveyors offer customisable solutions to improve material handling and productivity across multiple industries.
Exploring the versatility of conveyor screw systems
Screw conveyors, also known as auger conveyors, are powerful tools that can handle a broad range of materials, from powders and granules to liquids. They are designed to provide efficient and customisable systems for transporting bulk materials both horizontally and vertically using an auger conveyor or screw feeder.
Consequently, sectors like food processing, waste management, and agriculture have reaped benefits from employing these conveyors, making them integral to their operations.
Screw conveyor basics
A screw conveyor functions by using a rotating helical screw blade, also known as flighting, to move materials along its length. The materials are loaded into the conveyor and propelled forward by the screw blade mounted on a rotating shaft. This ensures effective transportation of materials, making screw conveyors a reliable and efficient solution for material handling.
The history of screw conveyors dates back to the third century BC when Archimedes designed the first screw conveyor. Since then, they have undergone significant improvements and are now employed in a variety of industries to transport bulk and solid materials efficiently.
Materials handled by screw conveyors
Screw conveyors can accommodate a wide range of materials, making them suitable for various industries. Some examples of materials that can be effectively handled by screw conveyors include:
- Food waste
- Wood chips
- Aggregates
- Cereal grains
- Animal feed
- Boiler ash
- Meat
- Bone meal
- Municipal solid waste
And numerous other items.
They are also capable of managing both dry and semi-dry materials, demonstrating their adaptability to varied material handling needs. For example, the food industry can use screw conveyors to transport powdery and granular food products, while waste management can benefit from their ability to transfer waste materials.
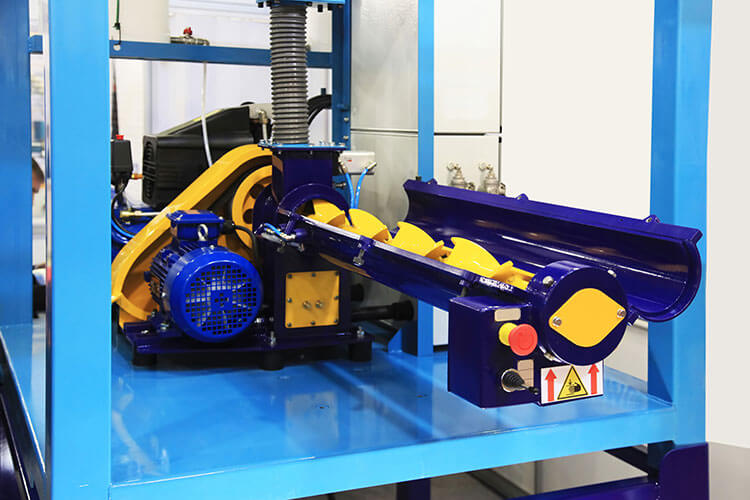
The anatomy of horizontal screw conveyor
Horizontal screw conveyors, the most commonly employed type of screw conveyor, are designed with key elements like the screw, housing, and drive unit for effective material transport. They are employed for transferring various powders, granules, and bulk solids across different industries, ensuring seamless material flow and optimised performance.
The key components of a horizontal screw conveyor include:
- Helical screw: responsible for propelling and transporting materials forward as it rotates
- Housing: serves as a trough to contain the screw and guide the material being conveyed
- Inlet: where the material enters the conveyor
- Discharge: where the material exits the conveyor
- Drive unit: provides the power to rotate the screw and move the material
These components work together to efficiently transport materials in a horizontal screw conveyor, with the hopper ensuring a smooth flow.
The material flow dynamics in horizontal screw conveyors depend on various factors, such as:
- The rotation speed of the inner shaft
- The particle pressure and friction on the pipe wall
- The vertical screw shaft
- The screw surface
The screw speed can directly impact material flow, with higher speeds enhancing the conveying effect and increasing the conveying capacity of the conveyor.
On the other hand, factors like the nature and type of granular materials, the non-sphericity of the particles, and the rotation speed of the inner shaft all contribute to the flow dynamics in horizontal screw conveyors. These factors can have an impact on the directional material flow, particle velocities, and the overall efficiency of the conveyor system.
Inclined and vertical screw conveyors: elevating your operations
Inclined and vertical screw conveyors are designed to efficiently elevate materials at various angles. They are particularly useful in applications where space is limited or when the material needs to be transported at a specific angle for processing or storage. A vertical screw conveyor is a popular choice for its space-saving benefits and efficiency.
The efficiency and horsepower needs of inclined and vertical screw conveyors change according to the angle and design, necessitating the selection of the right electric motor setup for the application at hand.
Factors such as the angle of incline, characteristics of the bulk material, type of screw conveyor trough, and screw pitch impact the efficiency of inclined and vertical screw conveyors. As the angle of incline increases, there may be a noticeable drop in efficiency, which is largely dependent on the material being conveyed.
Reduced pitch screws (1/2 and 2/3) demonstrate greater efficacy than full pitch screws at steeper angles. This means that careful consideration of the angle and pitch configurations is essential to optimise the performance of inclined and vertical screw conveyors.
Designing inclined and vertical screw conveyors requires considering elements such as pitch efficiency, horsepower requirements, and upset conditions. The blade pitch, material viscosity, feed quantity, screw rotational speed, and material filling rate all have an effect on the efficacy of inclined and vertical screw conveyors.
Upset conditions can notably affect the design of inclined and vertical screw conveyors, requiring them to be planned to operate under these conditions. This may include considerations such as the angle of incline and the potential for material flow disruptions or blockages.
Custom solutions for difficult materials
Custom solutions like shaftless screw conveyors and specialised augers offer options for managing challenging materials and boosting performance. These specialised designs can be tailored to specific industry needs and material types, ensuring optimal performance and increased productivity.
Shaftless screw conveyors
Shaftless screw conveyors are designed for non-clogging operation, making them ideal for materials prone to clogging or entanglement. The design of their conveyor trough housing features an extra heavy-duty shaftless screw spiral. The spiral slides on a wear-resistant, low-friction liner that is installed inside the housing. This design enables them to handle materials with high moisture content, such as urban solid waste, screenings, and floating matter, as well as food products like packaged foods, creams, or pastes.
Specialised augers for enhanced performance
Specialised augers can be tailored to specific industry needs, such as agriculture, food processing, and waste management. They offer improved efficiency, greater compaction, enhanced waste handling, fewer labor needs, and improved safety. Depending on the industry and material type, specialised augers can be designed with features like wear-resistant troughs, reinforced components, and additional safety measures to ensure optimal performance and longevity.

Powering screw conveyors: Motors and drive units
Powering screw conveyors requires determining the necessary horsepower and choosing the right drive unit for the best operation. Factors such as material characteristics, conveyor length, and incline angle need to be taken into consideration when determining the necessary horsepower for a screw conveyor.
An accurate computation of the horsepower necessary for a screw conveyor involves considering three elements: the horsepower to move the material, the horsepower to rotate the screw, and the horsepower to oppose the friction from the conveyed material. Factors such as the screw speed, inclination angle, variety of material being conveyed, and the overall height of the conveyor also need to be considered.
The positioning of the drive unit in a screw conveyor can notably impact its overall efficiency and wear. It is suggested that the drive unit be positioned at the discharge end, thereby pulling the bulk material to the drive end. This ensures efficient material flow and reduces wear and fatigue on the screw flights and trough due to the weight of the material being conveyed.
Innovative applications of auger transfer conveyors
Innovative uses of auger transfer conveyors can boost productivity across multiple sectors, offering customisation options for particular needs. These conveyors have enabled quick and continuous transfer of materials, increasing speed and throughput, and providing efficient transportation. Auger transfer conveyors assist in achieving these benefits by streamlining the material handling process.
Enhancing productivity in specific industries through customisation

Industries such as agriculture, food processing, oil fields, and wastewater treatment can customise auger transfer conveyors to suit their needs. Here are some examples of how these conveyors can be used:
- In agriculture, they can be used for moving grains and seeds.
- In food processing, they can transport powdery and granular food products.
- In the oil industry, these conveyors can transfer drilling cuttings, oil sludge, and dry cuttings generated during drilling with oil-based fluid.
- In wastewater treatment, they can efficiently handle various materials during different stages of the process.
Customisation options for auger transfer conveyors include material selection, drive unit placement, and specialised auger designs for optimal performance in specific applications. By tailoring these conveyors to the specific needs of an industry or application, businesses can enjoy increased efficiency, improved material handling, and enhanced productivity.
Disadvantages of screw conveyors
While screw conveyors are highly beneficial in many applications, they do come with a set of disadvantages that need to be considered:
- Material degradation: Screw conveyors can cause degradation of the material being conveyed, particularly if it is a fragile or delicate substance. This can result in reduced product quality.
- Limited material type: They are not suitable for all material types. Extremely hard, large, or abrasive materials can cause excessive wear and tear on the conveyor.
- Segregation of blends: Mixed materials might separate due to differential movement, impacting the desired blend consistency.
- High levels of residue: Some materials may leave behind significant residues, affecting efficiency and requiring regular cleaning.
- Maintenance and cleaning: Screw conveyors can be more challenging to clean and maintain compared to other conveyor types, potentially leading to increased downtime and maintenance costs. Regular maintenance is crucial for optimal performance.
- Steep incline and vertical challenges: While slight inclines are manageable, steeper ascents or vertical lifts can pose significant challenges, potentially leading to blockages or inefficient transport.
- Breakdown delays: Malfunctions or blockages can halt operations, affecting production efficiency.
- Power consumption: High power consumption can result from internal wall friction.
- Limited distance: They are less suitable for long-distance material transportation as the length of the conveyor increases the load on the drive unit, potentially causing mechanical issues.
- Noise and vibration: Screw conveyors can generate noise and vibration, which could be a concern in certain environments.
- High investment cost: The initial investment can be substantial.
These disadvantages should be taken into account when deciding whether a screw conveyor is the right choice for a specific application.
In some cases, alternative bulk material handling systems might be more appropriate. For example, belt conveyors for larger granules, flakes or fragile shapes, bucket elevators for steep incline and vertical challenges, or aero-mechanical conveyors for gentle conveyance and blend integrity. The suitability of a screw conveyor largely depends on the specific material characteristics, environmental conditions, and the operational requirements of the plant.
Summary
In conclusion, screw conveyors are versatile, efficient, and customisable systems for transporting bulk materials in various industries. From horizontal and inclined conveyors to shaftless and specialised designs, these conveyors can be tailored to meet specific needs and enhance productivity.
Consultation with specialists and thorough planning are essential for implementing the right bulk materials handling conveyor system to streamline operations and drive success.
If you’re considering a conveyor system for your next bulk powder or granule handling project, get in touch with Floveyor. As powder handling specialists with a long history, we can help you determine the best conveyor for your manufacturing plant.