Looking for an efficient way to convey bulk materials? A drag chain conveyor is a robust solution widely used across industries such as mining, agriculture, and manufacturing. This guide unpacks their design, function, and why they stand out for handling diverse materials – guiding you to the right system for your operational needs.
Key takeaways
- Drag chain conveyors are versatile and adaptable systems used across various industries to transport a variety of materials, featuring customisable components like different chain types and specialised attachments.
- They are designed to handle heavy loads, navigate complex layouts, and operate in high-temperature environments, with their enclosed design reducing dust build-up and promoting a safe work environment.
- Technological advancements in materials, manufacturing techniques, and the integration of smart systems and automation have significantly increased the durability, efficiency, and productivity of drag chain conveyor systems.
Understanding drag chain conveyors
Drag chain conveyors, or chain drag conveyors, at their core, consist of:
- A motor that drives a chain
- Flights attached to the chain that help move the material
- An enclosed housing that contains the entire operation and prevents dust build-up
Every part of this system plays a significant role in moving materials along a pre-set path, functioning like a well-oiled machine.
This simplicity, however, belies their versatility. Not only can they handle a full range of materials, but they’re also used across various industries, from food processing to mining, making these conveyors a vital cog in the machine that is modern industry. But, let’s not get ahead of ourselves. A deeper exploration of their core components and operation is warranted to fully appreciate the value these conveyors offer.
Core components and operation
The heart of any drag chain conveyor lies in its main components:
- The casing: forms the pathway for the material to flow through, preventing spills and ensuring even load handling.
- The drive and terminal: provide the power and control for the conveyor system.
- The chain or cable: attached with flights, is what moves the material to the discharge point. The speed of this movement, and thus the flow rate, can be adjusted to suit the material and the specific requirements of the operation.
Various types of chains that can be utilised in drag chain conveyors include:
- ISO standard chains
- BS standard chains
- French series chains
- Block chains
- Galle chains
This is where the adaptability of drag chain conveyors truly shines, as different chains or cables can be used depending on the industry and application. For instance, in the timber industry, these conveyors are used to move logs and wood chips efficiently.
Types of drag chain conveyors
There are two types of drag chain conveyors:
· Tubular drag conveyors
· Paddle or chain conveyors
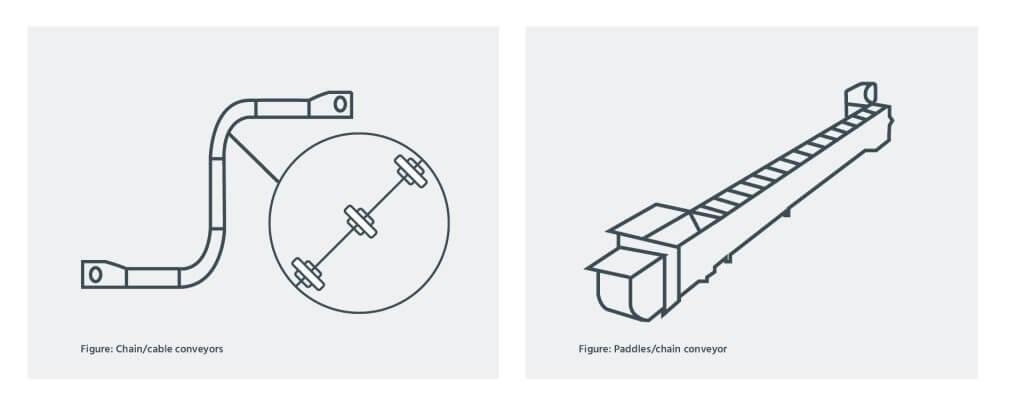
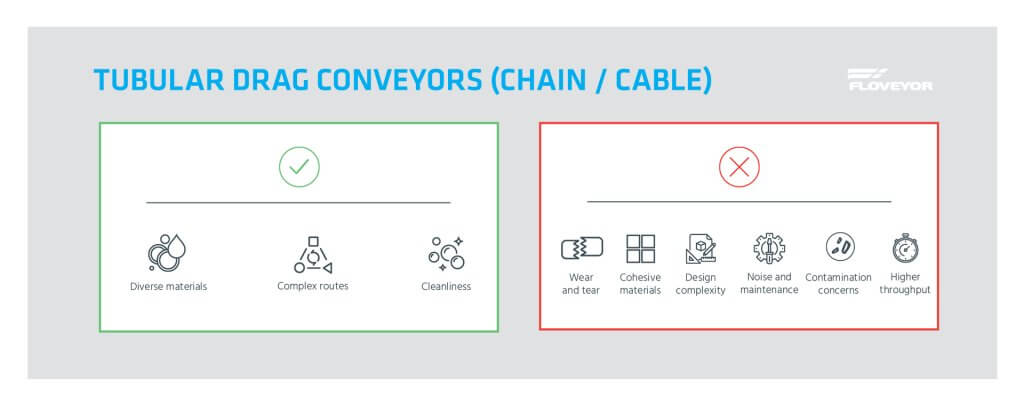
Tubular drag conveyors
Tubular Drag Conveyors (TDCs), utilizing either chains or cables, operate by dragging materials through a fully enclosed tube, offering a unique combination of benefits and challenges. They are exceptionally versatile, capable of handling a wide array of materials ranging from powders to granules, including those that are abrasive or have a high density. Their design allows them to navigate complex routes with ease, making them suitable for intricate pathways that include long horizontal and vertical runs, as well as tight radius corners. This enclosed nature also makes TDCs ideal for transporting food products and hazardous materials, as it minimizes the risk of contamination.
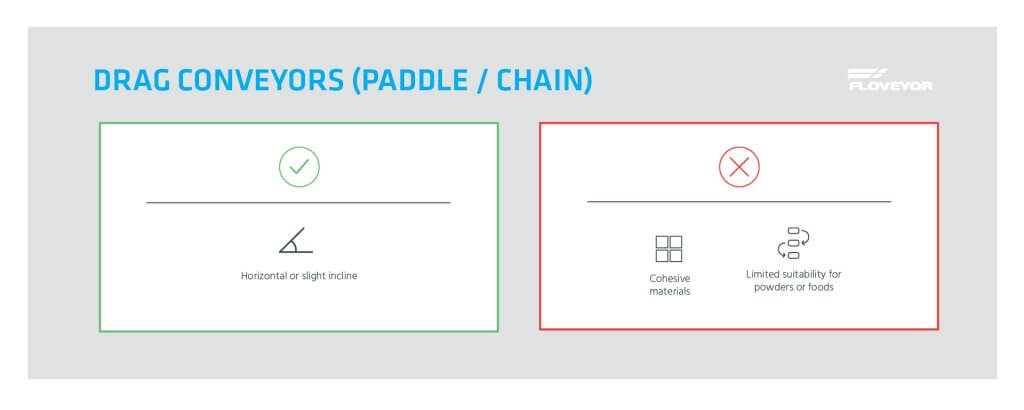
Paddle or chain conveyors
Paddle or chain conveyors are predominantly utilised for the horizontal or minimally inclined transfer of materials. These conveyors are equipped with flat plates or paddles affixed to a chain, which facilitate the movement of the material. They are especially effective for handling coarse materials or those used in agricultural applications.
Advantages of using drag chain conveyors
Beyond simply transporting materials from one point to another, drag chain conveyors serve a broader function. They offer a host of advantages that make them stand out in the crowd of material handling solutions.
For starters, these conveyors are incredibly reliable in handling bulk materials, thanks to their sturdy construction and total enclosure for material protection.
Another significant advantage is their versatility. Drag chain conveyors can handle heavy loads and navigate around obstacles and corners, making them a flexible choice for diverse operational settings.
Additionally, their modular design allows for changes in the number and position of inlets and outlets, as well as the conveyor length and routing.
Tubular drag conveyors maintain batch and blend integrity. They move materials through an enclosed tube using chains or cables resulting in low breakage.
Moreover, they are constructed to endure high-temperature conditions, with certain steel models capable of withstanding temperatures up to 797°F (425°C).
Common applications and industries

Their robustness and versatility account for the widespread use of drag chain conveyors across various industries. For instance, in the chemical industry, they’re used to move bulk materials like powders and granules of various chemicals and plastics.
They’re also a vital part of pellet fuel production, where they handle unscreened or dusty biomass, as well as other materials like powders, granules, and chemicals. And when it comes to grain handling, drag chain conveyors are a popular choice. They efficiently transport grains from storage silos to processing areas, their enclosed design reducing dust build-up and making them ideal for transporting non-sanitary and non-abrasive products like grain.
Selecting the right conveyor for your needs
Understanding the workings and advantages of conveyors is just the start. The next step is to choose the right conveyor system for your needs, and for that, you need to consider a few key factors. These include the characteristics of the material you’re handling and the throughput volume or how much material the conveyor needs to handle within a given timeframe.
But there’s more to it than just these basic specifications. You also need to consider the layout of your facility and how the conveyor system will fit into it. A closer examination of these factors can shed light on how they influence your conveyor system selection.
Material characteristics assessment
The nature of the material to be handled is a key determinant in selecting the appropriate conveyor system. Factors such as:
- Size
- Shape
- Density
- Flow characteristics
of the materials are crucial. For instance, if the materials are too large, they may not flow smoothly and could cause blockages or interruptions.
Similarly, the roughness or abrasiveness of the material could lead to more wear and tear, which means you need to choose a conveyor system built to handle such roughness. The fluidity of the material is another factor to consider, as materials with higher fluidity might need conveyor systems designed to handle the flow smoothly and manage noise levels.
Lastly, the moisture content of the material can also impact the conveyor’s performance, as it can cause materials to stick together or clump, potentially impacting the conveyor’s operation.

Throughput and layout considerations
Your conveyor system needs to handle the right amount of material within a given timeframe, which is why throughput volume is a critical factor to consider. But it’s not just about the volume of material; you also need to think about how the conveyor system fits into your facility’s layout.
The layout of your facility can impact the design and functionality of your conveyor system. For instance, if your facility has a complex layout with many obstacles, you may need a conveyor system that can navigate around these obstacles efficiently. These factors collectively contribute to identifying the most suitable conveyor system for your requirements.
Safety and environmental considerations

While efficiency and adaptability are important, they’re not the only considerations when it comes to conveyor systems. Safety and environmental considerations are equally critical, whether it’s about dust and emissions control, system sealing, or operational safety measures.
When operating machinery that handles bulk materials, it’s crucial to ensure the safety of the workers and the environment. This involves managing dust and emissions, ensuring the conveyor system is sealed properly to prevent leaks, and implementing safety measures to protect the workers. A deeper exploration of these safety and environmental considerations is warranted.
Dust and emissions control
Managing dust and emissions is a significant concern when it comes to conveyor systems. Dust emissions not only pose a threat to the environment but can also lead to health issues for workers. That’s why dust control measures like skirting and enclosing the system at transfer points are crucial.
In addition, industry standards call for using skirting systems at transfer points, covering conveyor belts, and improving dust control strategies at belt transfer points and in stockpile tunnels. These measures not only help keep the environment clean but also ensure the health and safety of workers.
Operational safety measures
Operational safety encompasses more than merely controlling dust and emissions. It involves:
- Ensuring the conveyor system is assembled and erected correctly
- Providing comprehensive training for operation and maintenance personnel
- Maintaining a safe area around the conveyor system.
Workers should also be made aware of the following:
- rotating parts or pinch points
- proper guarding in place
- clear space in crossovers and passageways
- lockout/tagout procedures
- regular inspection and maintenance of the system
- training in safety and maintenance protocols.
Access and upkeep also play a crucial role in ensuring safety, preventing accidents, and allowing for quick responses in emergencies.
Maintenance and durability
The efficiency and longevity of a conveyor system are directly linked to its maintenance and durability. Factors such as wear and tear and handling cohesive materials can impact the durability of the system.
Regular maintenance is crucial for the longevity and smooth operation of a conveyor. Here are some important steps to follow:
- Conduct regular inspections to identify any issues or worn-out parts.
- Lubricate the conveyor regularly to ensure smooth movement.
- Replace any worn-out parts promptly to prevent further damage.
- When dealing with cohesive materials, take extra precautions to prevent clogging or uneven movement.
- Consider implementing mitigation strategies such as using anti-clogging devices or adjusting the conveyor speed.
By following these steps, you can ensure that your conveyor operates efficiently and avoids any potential challenges.
Wear and tear challenges
Wear and tear is an inevitable part of any mechanical system, and drag chain conveyors are no exception. Factors such as abrasive materials and inadequate lubrication can expedite the wear and tear process. This can lead to increased internal friction, necessitating more power to operate the system, thereby reducing its efficiency.
Tackling these challenges is key to sustaining the conveyor’s efficiency and longevity. Regular inspections, lubrication, and replacement of worn-out parts can help prolong the life of the conveyor and keep it running smoothly.
Strategies for reducing downtime
Downtime can significantly impact the productivity and efficiency of a conveyor system. To reduce downtime, regular maintenance and inspections are crucial. Regular checks of the flights, sprockets, and other conveyor components for any wear, damage, or misalignment can help prevent breakdowns and reduce downtime.
In addition to regular maintenance, predictive maintenance can also help reduce downtime. This proactive approach allows for quick fixes or replacements, preventing unplanned downtime, and enhancing the system’s reliability.
Innovations and technological advances
The world of drag chain conveyors isn’t static. With advancements in technology, these conveyor systems have seen significant improvements in their functionality and efficiency. From enhanced materials and manufacturing techniques to smart systems and automation, technological advances have taken these conveyor systems to new heights.
These advancements not only improve the effectiveness of drag chain conveyors but also contribute to their durability and reliability. A detailed examination of these technological advancements is warranted.
Enhanced materials and manufacturing techniques
Improvements in materials and manufacturing techniques have made a significant impact on the durability and efficiency of drag chain conveyors. The use of top-notch components and advanced engineering allows these conveyors to handle heavy loads and last longer.
Advanced materials can provide several benefits, including:
- Reducing friction
- Cutting maintenance costs
- Protecting the material being conveyed
- Preventing spillage
- Extending the life of the equipment
In addition, the emergence of manufacturing techniques like tubular designs and advanced technologies has enhanced features such as self-cleaning mechanisms and variable speed controls.
Smart Systems and Automation
In the era of Industry 4.0, smart systems and automation technologies have found their way into drag chain conveyors. These technologies optimise material handling processes, reduce manual labour requirements, and enhance efficiency.
Automation technology integrates with drag chain conveyors to make them more efficient, providing the following benefits:
- Reducing downtime
- Boosting productivity
- Providing precise control and monitoring
- Linking up with other automated systems
Smart systems, on the other hand, enhance the material’s strength, decrease internal friction, and eliminate carry back, thereby making the conveyors more efficient.
Custom solutions and configurations
In an ever-evolving industrial landscape, one-size-fits-all solutions often fall short. This is where custom solutions and configurations come into play. Drag chain conveyors can be customised to meet specific needs, offering adaptable designs, and personalised attachments.
Whether it’s navigating complex routes or catering to specific material handling requirements, custom solutions offer the flexibility to meet unique needs. A detailed look into how these customisations function is warranted.
Adaptable designs for complex routes
Custom drag chain conveyor solutions, also known as drag conveyors or chain drag conveyors, can be designed to navigate complex routes and layouts. This adaptability is made possible by using attachments and modular construction, allowing the conveyor system to be expanded or modified to handle changing layouts.
This ability to adapt to complex routes makes drag chain conveyors a flexible choice for diverse operational settings. Whether it’s dealing with layout constraints or navigating around obstacles, these conveyors can handle it all.
Personalised attachments and chain types
Custom solutions also extend to personalised attachments and chain types. Depending on the specific material handling requirements and industry applications, different attachments can be used.
From standard attachments for flights, slats, buckets, or molds, to special custom-made attachments and extended pins, a wide range of accessories is available for customisation. These personalised attachments not only enhance the functionality of the conveyor system but also increase its capacity to handle different types of materials, including pallets.
Disadvantages of drag chain conveyors
Despite the numerous advantages of drag chain conveyors, they are not without their drawbacks. One of the main disadvantages is the potential for increased wear and tear on the conveyor components, particularly when handling abrasive materials. This can lead to a higher frequency of maintenance and replacement of parts, which can be both time-consuming and costly.
Another drawback is the noise level produced by the conveyor, which can be significant, especially in larger systems or when the chains are under strain. This may require additional measures to mitigate noise, such as soundproofing or the use of quieter chains, which can add to the overall cost.
Furthermore, the enclosed nature of drag chain conveyors, while beneficial for dust control, can make it challenging to quickly identify and access problem areas when maintenance or repairs are needed. This can result in longer downtimes and reduced efficiency.
Materials that are sticky or have a tendency to clump can also pose challenges for drag chain conveyors, potentially leading to blockages and uneven flow of materials. These issues necessitate careful consideration of the material characteristics and may require specialised designs or additional features to handle such materials effectively.
Lastly, the initial investment for a drag chain conveyor system can be higher than other types of conveyors due to the robust construction and specialised components required. This can impact the budget considerations of smaller operations or those with limited capital expenditure allowances.
In some cases, alternative bulk material handling systems might be more appropriate. For example, belt conveyors for cohesive materials, screw conveyors for slightly abrasive materials or aero-mechanical conveyors for efficiency and environmental and cost savings. The suitability of a pneumatic conveyor largely depends on the specific material characteristics, environmental conditions, and the operational requirements of the plant.
Summary
To summarise, drag chain conveyors serve as reliable, adaptable, and efficient solutions for material handling. They can handle a full range of materials and are suitable for various industries, thanks to their durable construction and ability to navigate complex routes. With technological advancements and custom solutions, these conveyors have become more efficient and adaptable, meeting the unique needs of different applications and industries.
Consultation with specialists and thorough planning are essential for implementing the right bulk materials handling conveyor systems to streamline operations and drive success.
If you’re considering a conveyor system for your next bulk powder or granule handling project, get in touch with Floveyor. As powder handling specialists with a long history, we can help you determine the best conveyor for your manufacturing plant.