Pneumatic conveying systems play a crucial role in enabling efficient and reliable bulk materials handling and transfer of powders and granules. These systems use compressed air or gas to transport materials through enclosed pipelines, offering unique advantages and challenges compared to mechanical conveying systems. To help you make informed decisions and avoid potential pitfalls, we have compiled a comprehensive guide that explores the key considerations and benefits of pneumatic conveying systems.
Understanding pneumatic conveying systems
Pneumatic conveying systems rely on the principles of pressure differential and airflow to transport dry bulk materials from one process area to another. Pneumatic bulk material handling systems start with a feed hopper where materials are introduced into the gas stream. Feeders control the rate of material flow, which is then carried through the pipelines by the air velocity at the pick-up point. To ensure the material reaches the desired destination, a pressure difference between the start and end of the pipeline is created, typically using blowers or compressors. Several vital components are involved in pneumatic conveying systems, including material introduction points, conveying lines, separators, and airflow movement devices.
Advantages of pneumatic conveying systems
Pneumatic conveying systems are a popular choice for industrial conveying:
- Ease of routing: Pneumatic systems provide flexibility in routing, allowing pipelines to run horizontally or vertically, cover long distances, and navigate around existing equipment or obstacles. This flexibility enables efficient design solutions and optimal space utilisation for bulk material handling.
- Adaptability: Pneumatic systems can easily be adapted to existing equipment, reducing the need for extensive modifications or new infrastructure. They also support multiple pick-up points and discharge locations, enhancing overall system flexibility and efficiency.
- Construction flexibility: Due to their relatively lightweight nature, pneumatic bulk material handling conveyor designs require minimal structural support, resulting in cost savings and simplified construction processes. The reduced weight also eases installation and maintenance efforts.
- Safety: Enclosed pneumatic conveying systems ensure the containment of materials, minimising exposure to the environment and reducing the risk of spills or contamination. This makes them particularly suitable for handling hazardous materials.
- Ease of maintenance: Pneumatic systems typically consist of a few main components, such as air compressors or pumps, feed devices, tubing, and separators. These components can be repaired or replaced independently, simplifying maintenance procedures and minimising downtime.
Considerations for material selection
Pneumatic conveying systems are well-suited for handling fine, dry powders and granular materials. They have been successfully employed in various industries, including:
- Food and Beverage – soy flour, wheat flour, starch, sugar
- Manufacturing – building materials (cements and sands), carbon black, plastics and polymers and pelletised materials
- Mining and Resources – coal fines, metal powders
- Chemical processing – life sciences
Pneumatic conveyor material properties considerations
It is essential to consider the flow characteristics, density, particle size, and moisture content of your materials to determine their suitability for pneumatic conveying. In general pneumatic conveyors are optimal for friable materials and material blends. In comparison to other conveying technology such as belt conveyors or screw conveyors, they are not suited to large lumps, adhesive materials, or cohesive materials.
Choosing between pneumatic conveyor types
Pneumatic conveying systems can be further classified into dilute phase and dense phase systems, each with its own characteristics and applications. Understanding the differences between these two types can help you select the most suitable conveyor system for your requirements.
Dilute phase pneumatic conveying
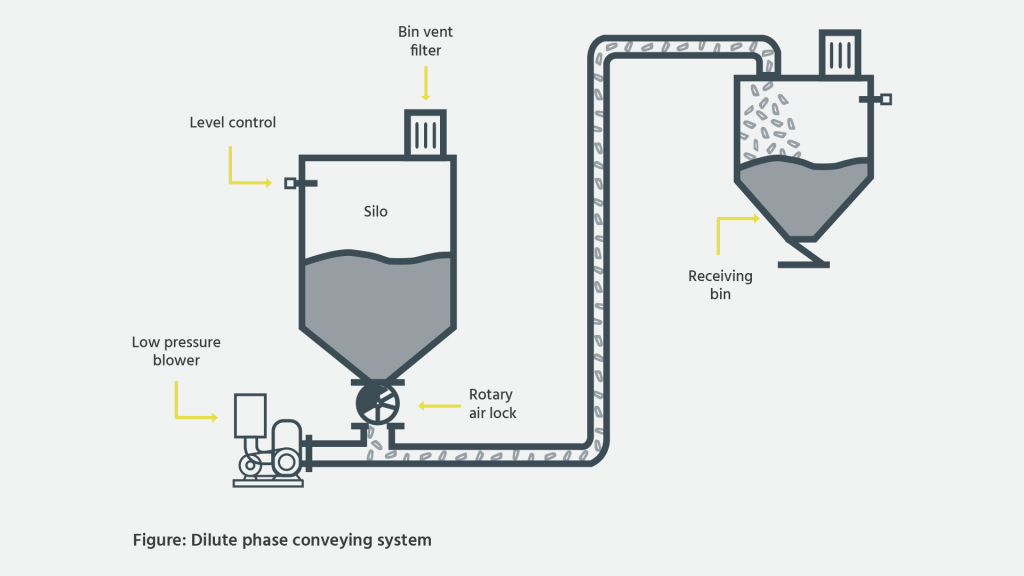
Dilute phase pneumatic conveying systems operate by suspending solid particles uniformly in an airstream. Also known as lean phase pneumatic conveyors, these systems use high velocities to prevent particles from settling or causing flow restrictions. Dilute phase systems are commonly used for conveying lightweight materials such as talcum powder, cement, and other fine powders or granules. Key features of dilute phase pneumatic conveying include:
- High air velocities (700-1,000 m/min or 2,400 to 3,200 ft/min) to maintain particle suspension
- High attrition due to particle collisions with each other or the pipe walls
- Lower pressure requirements (typically <100 kPa or 15 psi)
- Cost-effectiveness and suitability for larger pipe sizes
- Lower loadings (mass ratio solid to gas up to 15).
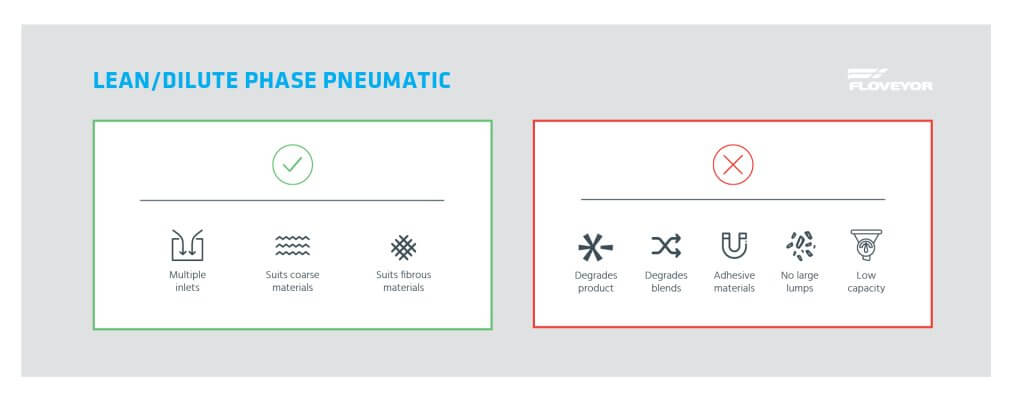
Dilute phase pneumatic conveying material properties considerations
Due to its high conveying speed, dilute phase pneumatic conveyors are not suitable for abrasive, friable, cohesive, adhesive, or blended products. Materials with a bulk density greater than 75 lb/ft3 or 1200 kg/m3 are not suitable.
Coarse materials and fibrous materials are suited for dilute phase pneumatic conveying.
Dense phase pneumatic conveying
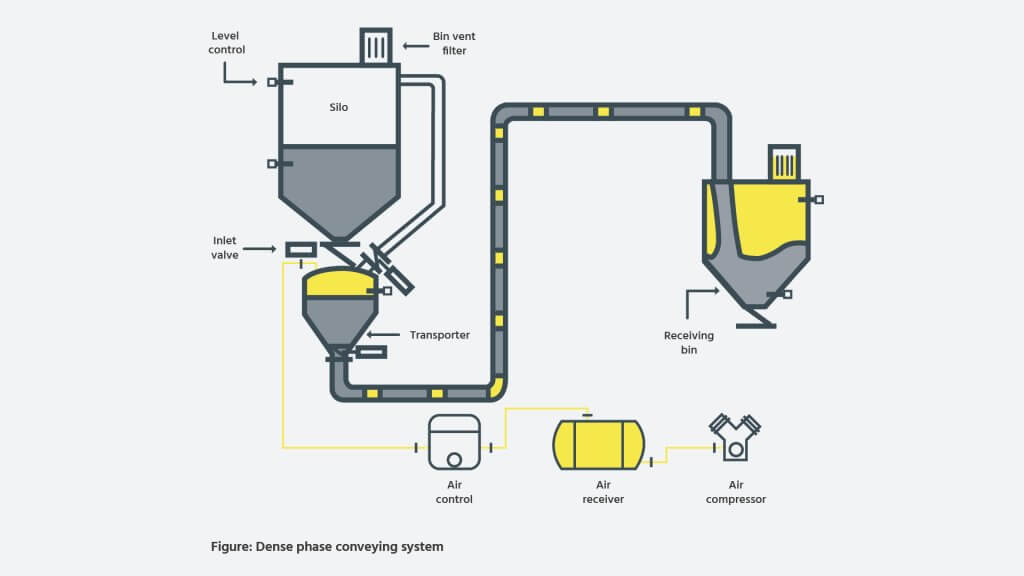
Dense phase pneumatic conveying systems operate at lower velocities, allowing particles to flow as full-bore slugs, plugs, or moving-bed waves. These systems are ideal for conveying heavier, abrasive materials or those with high permeability or retention properties. Dense phase systems minimise product breakage and shearing, making them suitable for fragile or shear-sensitive materials. Key features of dense phase pneumatic conveying include:
- Lower velocities (200 m/min or 600 ft/min typical) to minimise particle damage
- Higher pressures (typically 100-600 kPa) to ensure proper material flow
- Comparatively higher cost due to specialised equipment requirements
- Smaller pipe sizes and higher loadings (mass ratio solid to gas 100 or more).
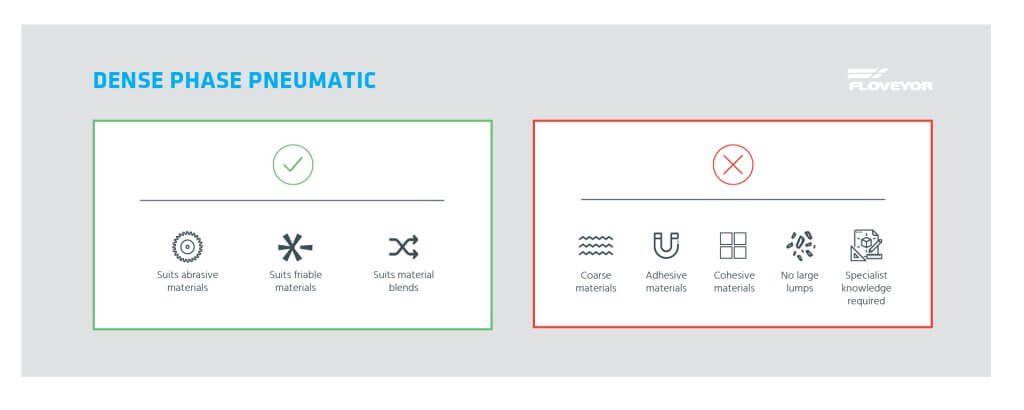
Dense phase pneumatic conveying material properties considerations
Dense phase pneumatic conveyors can convey abrasive, friable and blended products.
Dense phase conveying systems are not recommended for bulk materials that are coarse, cohesive, adhesive, or with large lumps.
Choosing the right pneumatic conveyor system for your application
The selection of a pneumatic conveying system depends on multiple factors, including the properties of the materials being conveyed, conveying distances, system scalability, and specific process requirements. Dilute phase systems are suitable for applications requiring long-distance conveying, batch-weighing systems, or multiple pick-up and discharge points. On the other hand, dense phase systems are preferred when handling fragile or shear-sensitive products. Consulting with experienced pneumatic conveying system manufacturers can help you determine the optimal system type for your application.

Key Challenges in pneumatic conveying system design
Designing and scoping a pneumatic conveyor system can present several challenges. Addressing these challenges proactively helps ensure the successful implementation and operation of the system. Here are 10 key challenges to consider:
- Pressure drop miscalculation: Accurately calculating pressure drop along the conveying line is crucial. Factors such as pipe size, layout, material density, and particle size influence pressure drop. Using software tools for pressure drop calculations can help avoid potential issues.
- Low pick-up velocity: Failure to account for the pressure drop throughout the system can result in inadequate pick-up velocity, leading to material fluidisation issues and potential line plugging. Properly sizing and designing the pick-up section, including the use of rotary airlocks or other metering devices, is critical.
- Underestimating flow rate: Designing feeding systems based on average flow rates may limit the system’s capacity during peak production periods. It is essential to design for peak flow rates to ensure optimal system performance and prevent bottlenecks.
- Poor piping design: Inadequate piping design can lead to various problems, including increased pressure drop, material degradation, and potential line blockages. Incorporating wide-sweep elbows and correctly sizing the pipes can mitigate these issues.
- Absence of venting: Neglecting to provide proper venting in a dilute phase pressure system can result in airlocking issues, preventing material discharge from the feed bin. Ensuring the installation of appropriate venting mechanisms is crucial to maintaining system efficiency.
- Incorrect air flow diversion: When dealing with multiple pick-up points and destinations, proper diversion of airflow is essential. Airtight diverters should be used to isolate each conveying pathway, preventing cross-contamination and ensuring efficient material handling.
- Material breakage and damage: Pneumatic conveying systems, especially dilute phase systems, can damage materials, particularly for fragile or shear-sensitive products. Careful consideration should be given to material properties, system velocities, and pipeline design to minimise such issues.
- Environmental considerations: Open circuit pneumatic conveying systems discharge conveying air to the atmosphere through dust collectors. Local regulations may require you to obtain permits for your emissions. Compliance with environmental standards should be ensured.
- Noise generation: Blowers used in pneumatic conveying systems can produce significant noise levels. Implementing sound enclosures or employing noise reduction measures can help mitigate noise-related concerns.
- System scalability: Pneumatic conveying systems have limitations in terms of blower size and power requirements. Large systems may require considerable horsepower, making alternative conveying methods more economical. Careful evaluation of system scalability is necessary to meet long-term operational needs.
- Energy consumption: Pneumatic conveyors are energy intensive due to their use of power to maintain air pressure. They require more energy to operate than any other kind of conveyor leading to high operational costs.
In some cases, alternative bulk material handling systems might be more appropriate. For example, screw conveyors for high versatility/flexibility, drag chain conveyors for multiple destinations and complex routes, or aero-mechanical conveyors for gentle conveyance and environmental and cost implications. The suitability of a pneumatic conveyor largely depends on the specific material characteristics, environmental conditions, and the operational requirements of the plant.
Conclusion
Pneumatic conveying systems offer unique advantages for the efficient and reliable transfer of bulk materials. Understanding the key considerations, system types, and challenges associated with pneumatic conveying is crucial for successful project scoping and design. By carefully evaluating material properties, flow requirements, and system characteristics, you can choose the right pneumatic conveying system that optimises efficiency, minimises material loss, and ensures the smooth operation of your powder handling processes. Consulting with experienced pneumatic conveying system manufacturers can provide invaluable insight and guidance throughout the design and implementation stages.
Consultation with specialists and thorough planning are essential for implementing the right bulk materials handling conveyor systems to streamline operations and drive success.
If you’re considering a conveyor system for your next bulk powder or granule handling project, get in touch with Floveyor. As powder handling specialists with a long history, we can help you determine the best conveyor for your manufacturing plant.